

Der Fleck beim Hallen-Rundgang: Wenn frischer Lack über die teure Katastrophe täuscht
In der modernen, hochfrequentierten B2B-Logistik der DACH-Region ist die, Zuverlässigkeit der schweren eingesetzten Hardware das wichtigste und wertvollste Kapital jedes wachsenden Unternehmens auf der Bilanz. Wenn ehrgeizige Einkaufsleiter und verantwortliche Hallen-Administratoren den lukrativen, aber unregulierten freien europäischen Gabelstapler Sekundärmarkt (https://gabelstapler-gebraucht.at/) betreten, fokussieren sie sich leider bei der kritischen Vor-Ort-Besichtigung oftmals geblendet fast ausschließlich nur auf den glänzenden neuen Lack, das surrende Geräusch des Motors oder das moderne saubere Cockpit-Display. Doch genau dieser trügerische, oberflächliche Blickwinkel beim Gebrauchtkauf maskiert das in Wahrheit weitaus teuerste und unkalkulierbarste finanzielle Risiko des gesamten Deals: Den versteckten, schleichenden und Kollaps des sensiblen, zentralen hydraulischen Hochdruck-Systems tief im Inneren des Hubmastes.
Die schmerzhafte unternehmerische Agitation und die bittere Reue offenbaren sich dem ahnungslosen Einkäufer meistens ohne jede Vorwarnung, wenn das vermeintlich brillante und billige Gebraucht-Schnäppchen nach nur wenigen harten Tagen im Dreischichtbetrieb auf der Laderampe des Fuhrparks plötzlich irreparabel versagt. Wenn riesige, teure Hub-Zylinder unter tonnenschwerer Voll-Last plötzlich stotternd und summend spürbaren Druck verlieren, sich wertvolle, hochpreisige fragile Kunden-Paletten in großen Hubhöhen unkontrolliert mechanisch und physikalisch absenken oder plötzlich toxisches, beißendes Hydraulik-Öl großflächig aggressiv auf den sauberen Firmen-Boden des Reinraums schießt, realisiert der getäuschte Procurement-Manager die herbe finanzielle Katastrophe: Das geschlossene System war schon lange vor dem Ankauf defekt und wurde vom Verkäufer notdürftig kaschiert. Die sogenannten "Cost of Inaction" (COI) – die harte Konsequenz einer fehlenden und laienhaften hydraulischen Vorab-Prüfung – sind schlichtweg fatal. Der unvermeidliche, zwingende Komplett-Ersatz eines zertifizierten Haupt-Steuerventilblocks oder gar mehrerer kompletter Haupt-Hubzylinder verschlingt je nach Tonnage sofort zwischen 4.000 und 9.000 Euro an fließendem Sonder-Kapital (CAPEX) und zerstört den geplanten ROI sofort. Wer heute sicher und risikolos Gabelstapler gebraucht kaufen (https://gabelstapler-gebraucht.at/gabelstapler) möchte, muss das Stahl-Fahrgestell zwingend als Hobby-Forensiker auf Herz und Nieren testen. Verlassen Sie sich niemals auf das freundliche Hand-Shake-Ehrenwort des Händlers.
Eine tiefgreifende hydraulische Risiko-Due-Diligence bei gebrauchten Industrie-Flurförderzeugen umfasst gezielte, physisch herbeigeführte -Stresstests des geschlossenen Systems. Diese harten forensischen Praxis-Tests provozieren gezielt den kritischen Überdruck der Ventile und erzwingen die sofortige Sichtbarkeit von versteckter mikro-feiner innerer Zylinder-Riefenbildung (Scoring) sowie internen Ventil-Mikro-Leckagen, noch bevor der rechtliche Kaufvertrag durch die Geschäftsführung bindend unterzeichnet wird.
Der trügerische Leerlauf-Test: Warum das "Heben und Senken" im Showroom eine Lüge ist
Der klassische, meist naive und durchgeplante Verkaufs-Prozess bei unseriösen freien Händlern folgt fast immer exakt demselben vorhersehbaren Drehbuch der Täuschung. Der freundliche Verkäufer lässt den frisch gewaschenen Motor für Sie sanft an, zieht entspannt einmal kräftig am vordersten Hydraulik-Hebel, und die, polierten Gabelzinken rasen unbeschwert und pfeilschnell fast butterweich und geräuschlos bis an das oberste Ende des Hubgerüsts hinauf. Der unbedarfte B2B-Käufer nickt beeindruckt, zahlt und fährt im Endeffekt unwissend in sein kaufmännisches Verderben seines Budgets.
Laut unabhängigen und knallharten Feld-Analysen von erfahrenen Sachverständigen der DEKRA (https://www.dekra.de/) im Bereich der Industrie-Maschinenprüfung ist genau dieser "Leerlauf-Test ohne Tonnage" methodisch komplett wertlos für die TCO-Analyse. Ein stark verbrauchter, in den inneren Gummi-Dichtungen zerschlissener Hub- oder Neigezylinder ist physikalisch selbst bei Vorschaden noch problemlos spielend in der Lage, das, fast gewichtslose Eigengewicht der Gabelzinken ohne Quietschen nach oben zu drücken. Die verheerende, teure Wahrheit über den ermüdeten Dichtungs-Zustand und tiefe interne Ventilkrater zeigt sich für den Experten ausnahmslos erst dann, wenn das System in den Grenzbereich gezwungen wird, in dem der interne Öldruck auf ein, maximales Betriebsniveau vom Piloten eskaliert wird.
Der 3-Stufen Benchmark-Blueprint für den B2B-Einkauf
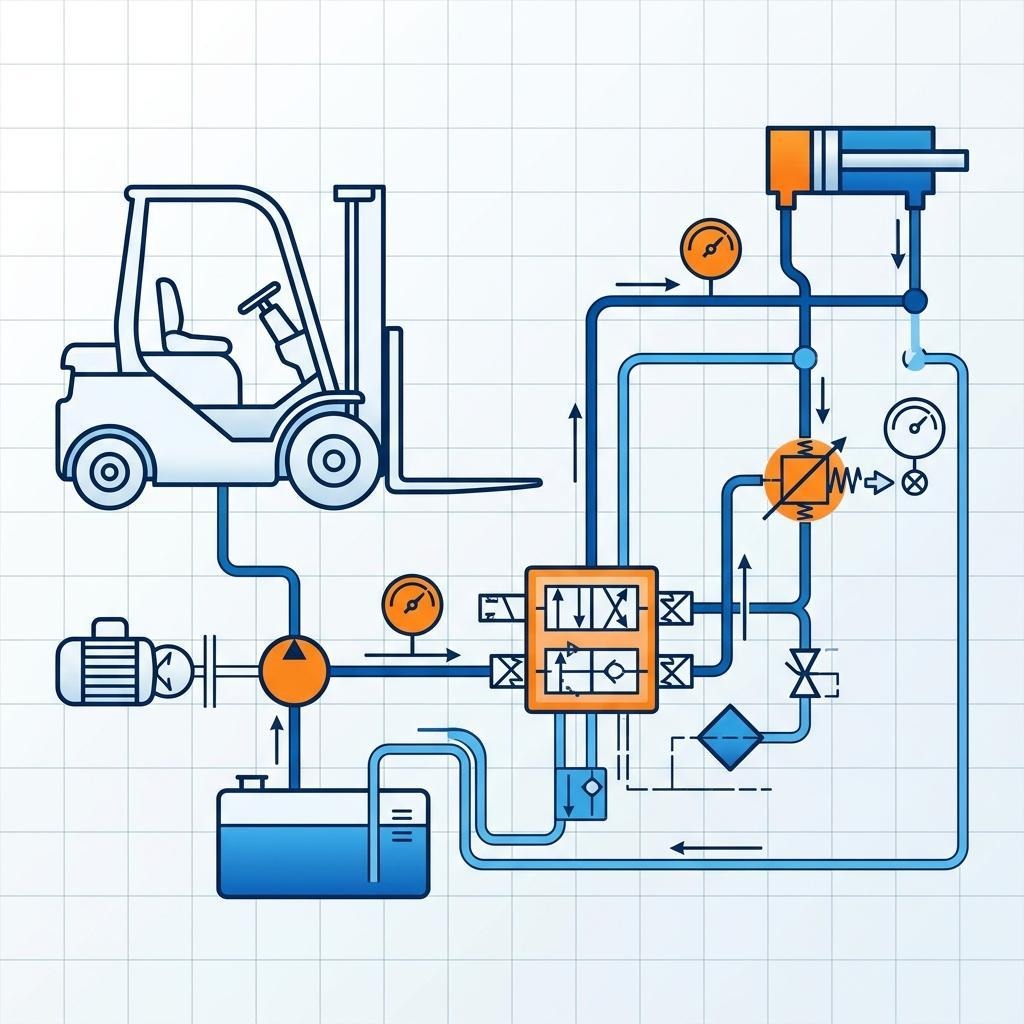
Sie benötigen für diese essentiellen, kostenverhindernden und rettenden Tests überhaupt keinerlei schweres, teures Hightech-Diagnose-Werkzeug, kein Laptop und keinen Doktortitel der harten Maschinenbau-Ingenieurswissenschaften. Alles, was Sie für Ihre Sicherheit zwingend brauchen, ist ein grundlegendes physikalisches System-Verständnis der verbauten Anlage, wachsame offene Augen am Test-Tag und das, mutige Selbstbewusstsein, die glänzende Gebraucht-Maschine vor den sehr kritischen Augen des Händlers in der Halle komplett an ihre Limits zu treiben. Implementieren Sie diese drei Praxis-Tests zwingend:
1. Der Kaltstart "Stall-Test" gegen den Bypass (Überdruckprüfer)
Das teure, verborgene zentrale Haupt-Steuerventil in den Eingeweiden (die filigrane Schaltzentrale der gesamten Hydraulik) lässt sich auf Haarrisse am allerbesten unter -Druck am Morgen testen – idealerweise nach einer ganzen Nacht des Stillstands und wenn das Hydraulik-Öl noch maximal dickflüssig, und zäh im Trog ist.
Aktivieren Sie morgens den Motor. Fahren Sie die leere, Gabel sanft bis ans oberste, physisch limitierte mechanische Ende des verbauten Mast-Anschlags. Wenn der Stahl hörbar in der Führungs-Schiene hart anschlägt, reißen Sie nun als Tester den großen Hub-Hebel im Cockpit nicht zurück, sondern drücken Sie ihn komplett mit und Kraftanstrengung weiter und halten Sie diesen unnatürlichen Befehl exakt für mindestens fünf endlose Sekunden fest.
Das geschlossene Stahlsystem wird nun durch die arbeitende Pumpe im Boden in den Überdruck gezwungen (sogenanntes "Against the Bypass" Testen). Bei einem intakten, komplett gesunden und dichten OEM-System hören Sie nun lediglich ein sauberes, klares und lautes scharfes Zischen des arbeitenden mechanischen Überdruck-Sicherheitsventils (Pressure Relief Valve), das das kochende Öl kontrolliert tief in den Tank zurückwirft. Bricht hierbei jedoch plötzliche die dichte Kraft spürbar taumelnd ab, vernehmen Sie aus dem Motorraum stark a-rhythmische, dumpfe metallische furchtbare Schläge der Pumpe oder beginnt das schwere vordere Hubgerüst der Kabine stark bedrohlich zu Ruckeln, kreischen und zu Zittern, ist der komplexe innere Haupt-Sicherungsblock in sich kaputt. Der Stapler ist für Sie hiermit finanzieller Schrott und tot für den Ankauf.
2. Der "Drop-Down" Leckage Tonnage-Test im Stand
Der am häufigsten vertuschte Groß-Schaden am B2B-Markt sind schleichend schwächelnde, innerlich rissige Zylinder-Kopf-Dichtungen in den verchromten Hub-Elementen (der klassische "Absacker"). Um diesen teuren Fehler knallhart direkt aufzudecken, benötigen Sie eine echte Gewichts-Belastung. Fordern Sie beim unfreundlichen Händler unnachgiebig ein Test-Gewichtspaket (beispielsweise eine Kiste alter Eisen-Motorenteile oder schwere Guss-Betonblöcke) an, das sich messbar nahe am gesetzlichen maximalen Nenngewicht der angebotenen Maschine exakt orientiert (z.B. reale 2.5 Tonnen Last auf der Zinke).
Heben Sie exakt dieses immense, Prüf-Gewicht komplett bis exakt auf halbe Augenhöhe in die Luft. Schalten Sie den vibrierenden Stapler nun im Cockpit ab (Schlüssel umdrehen und final abziehen). Treten Sie nun physisch vom Gerät exakt und deutlich zurück. Warten Sie in der Stille nun minuziös und mit einer Stoppuhr exakt volle 15 quälende Minuten ab. Ein vom Hersteller zugelassener, tolerierbarer mikroskopischer Absink-Verlust unter maximaler Tonnage durch winzige Ventil-Toleranzen liegt laut Richtlinie bei maximal 1.5 bis 2 harten Zentimetern in diesem Mess-Zeitraum im Stand. Sinkt das, drohende Eisengewicht jedoch messbar weiter dramatisch in Richtung Hallen-Boden ab – oder können Sie gar mit Auge zusehen und den langsamen Sink-Flug der Zinken visuell fließend klar erkennen – sind die tiefen feinen verborgenen inneren Nut-Ringe und Hauptdichtungen im verchromten Druck-Zylinder zerschlissen, komplett porös gerissen und in sich total aufgelöst. Der zwingende Austausch der kompletten Einheit im nächsten Monat des Schichtbetriebs im Werk ist hiermit sicher und teuer vorprogrammiert in der Bilanz.
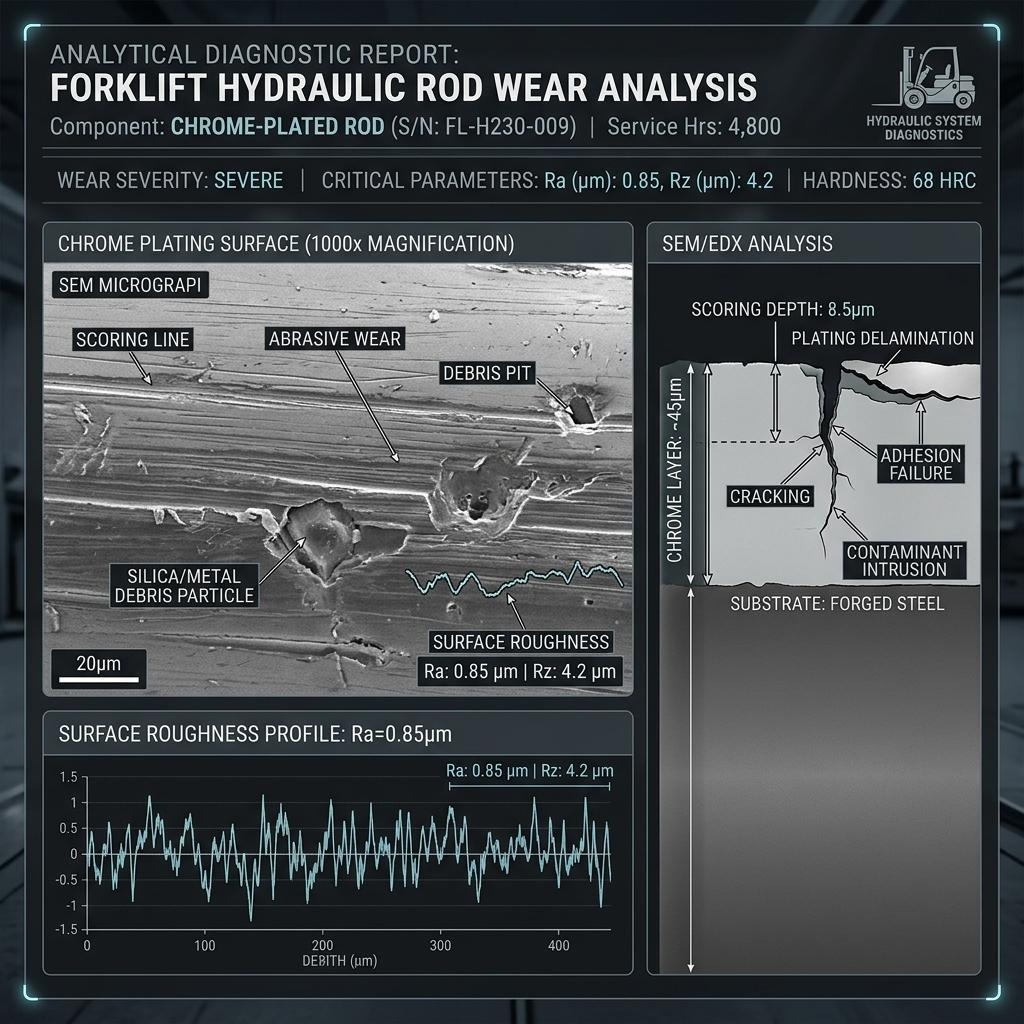
3. Exakte haptische Untersuchung auf "Scoring" (Mikro-Riefen an den Stangen)
Selbst Mikro-Leckagen von Öl sind brandgefährlich an den Kolben. Gehen Sie auf Tuchfühlung an der Maschine in der Halle. Fahren Sie den Hubmast komplett trocken aus und reinigen Sie nun unverschämt selbst mit tiefstem Druck und dichten weißen trockenen Handtüchern die kompletten vorderen Chrom-Stangen (die Hub- und starken Neigezylinder) von dem vom Verkäufer oft heimlich vor Ihrem Besuch klebrig und feucht aufgetragenen, blendenden Kaschier-Sprüh-Öl im Showroom.
Streichen Sie nun langsam und konzentriert mit den blanken, feinen sensiblen Fingerkuppen bedächtig senkrecht und fokussiert über das blitzende harte Chrom von ganz oben komplett bis nach unten. Das Metall muss so glatt, spiegelnd und perfekt sauber in sich fließen wie eine, gefrorene Eisschicht in der Arktis am Polarkreis. Fühlen oder ertasten oder kratzen Sie hierbei jedoch auch nur die winzigsten, haarfeinen parallelen senkrechten fühlbaren mikroskopischen und feinen Rillen (das sogenannte gefürchtete katastrophale "Scoring" durch jahrelangen Zementstaub beim Vorbesitzer der Baufirma), ist der Zylinder bereits heute zu 100% unwiderruflich und final tot und verendet im Einsatz-Tod. Exakt diese mikroskopisch feinen Längs-Rillen raspeln und fräsen bei jeder einzelnen Hub-Aktivität im Werk erbarmungslos tief in die teuren innen liegenden neuen Gummiabstreifringe wie eine heiße rotierende grobe feine eisernde Raspel in der Schreinerei. Selbst wenn Sie als Käufer teuer für tausende Euro komplett neue Dichtungen einsetzen lassen vom Monteur, sind auch diese nach bloßen zwei Wochen Baustelle durch die stetige harte Reibung sofort wieder komplett zerfetzt. Ein totaler Ruin der Maschine für Ihr Budget auf Firmenkosten für immer. Vertiefen Sie sich in diesem Bereich auch stets tief und detailliert im [HIER thematisch passenden internen Beitrag des Publishers verlinken], um exzellent strategisch im Umgang der Einkaufs-Hebel positioniert in die nächsten Jahre zu starten in der Branche des Handels weltweit online.
Fazit: Die blanke "Zero-Tolerance" Audit-Strategie ist der einzige B2B Schutz-Mechanismus am europäischen Sekundärmarkt im Mittelstand der Region
Die oftmals naiverweise noch existierende, romantische Vorstellung einer informellen und schnellen Beschaffung von Gebrauchtmaschinen auf Vertrauensbasis muss im professionalisierten DACH B2B-Intralogistik-Sektor restlos und für alle Ewigkeiten im Archiv begraben werden und verrotten. Die unerbittliche, fehlerfreie technische physikalische Analyse des versteckten unsichtbaren Hochdruck-Systems entscheidet in Wahrheit und erbarmungslos letztendlich kaufmännisch final über den grandiosen Erfolg oder den katastrophalen totalen Ruin und Untergang exakt exklusiv jener ohnehin oftmals knappen getätigten Jahres-Sonder-Investition des Chefs im Konzern-Vorstand im fernen Hauptquartier oben auf dem C-Level des Standorts verortet ab dem Stichtag.
Etablierte Logistik-Manager, Einkäufer im Handwerk und B2B-Chefs, die dieses harte, kühle Risiko-Konzept knallhart und ohne Hemmung und Scheu beim freien Händler im staubigen Regen draußen auf dem Asphalt diktieren und knallhart selbst im Stehen bei Kälte in die blanke Tat rücksichtlos umsetzen vor Publikum und Verkäufer ohne Gnade in der Besichtigung, minimieren die gefürchtete Total Cost of Ownership ausnahmslos auf ein berechenbares und sicheres exzellentes historisches Minimum im System-Report des Folge-Quartalsberichts des Monats für die Revision des Haupt-Investors und Steuer-Anwalts ab gesichert am PC im Konzern in Zukunft stets nach oben.
Über den Autor
Erich Janusch ist Geschäftsführer der GSZ Gabelstaplerzentrum GmbH (https://gabelstapler-gebraucht.at/) im Raum Stuttgart. Als langjähriger Experte für Flurförderzeuge und Intralogistik berät und beliefert er mit seinem Team branchenübergreifend Unternehmen bei der kostenoptimierten Beschaffung, Prüfung und Wartung von Gebrauchtflotten. Weitere Informationen und geprüfte Bestandsgeräte finden Sie direkt unter: Gabelstapler gebraucht kaufen.